15.5.4 ไนไตรดิง
ไนไตรดิง คือกระบวนการชุบผิวแข็งโดยการรมแก๊ส เติมเคลือบที่ผิวนอกของชิ้นส่วนเหล็กกล้าด้วยไนโตรเจน แก๊สไนโตรเจนมีการใช้งานมากที่สุดในกระบวนการ ก็คือ สารแอมโมเนีย (Ammonia: NH) เมื่อไนโตรเจนแทรกซึมพื้นผิวของชิ้นส่วนเหล็กกล้า ประเภทที่มากมายของรูปแบบเหล็กในไตร ส่วนประสมเหล่านี้ให้ความแข็งมาก ดูที่รูปด้านล่าง
รูปชิ้นงานกระทำด้วยไนไตรดิง
แนะนำเพื่อให้อ่านได้ต่อเนื่องให้ คลิกขวาเลือก Open link in new window
รูปเพลาข้อเหวี่ยงผ่านกระบวนการไนไตรดิง
รูปผังกระบวนการไนไตรดิง
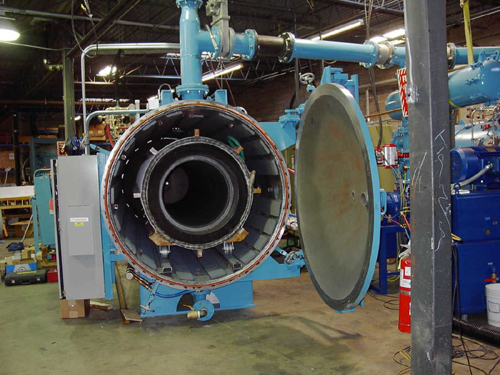
รูปอุปกรณ์เครื่องจักรในกระบวนการไนไตรดิง
รูปภายในเตา
รูปการไนไตรดิง
วิดีโอการทำไนไตรดิง
ไนไตรดิงจะทำงานอยู่ในห้อง หรือเตากันรั่ว (Sealed) แล้วทำให้ห้องเกิดความร้อน แอมโมเนียจะเข้าผ่านไปภายห้อง หลังจากที่ทำไนไตรดิง ชิ้นส่วนจะมีความแข็ง และอาจไม่ต้องนำไปชุบแข็งอีก
ไนไตรดิง เป็นที่นิยมใช้มากอย่างกว้างขวางในกระบวนการชุบผิวแข็ง ข้อดี และข้อเสียของการทำไนไตรดิง มีดังนี้
15.5.4.1 ข้อดีของการทำไนไตรดิง
ข้อดีของการทำไนไตรดิงจะขึ้นอยู่กับการนำไปใช้งาน ด้านล่างนี้เป็นข้อดีของการทำไนไตรดิง
· ความแข็ง กระบวนการชุบผิวแข็งทั้งหมด กระบวนการไนไตรดิงจะเคลือบเหล็กให้มีความแข็งมากที่สุด ค่าความแข็งวัดได้อยู่ที่เกินกว่า 70 ร็อคเวลสเกล ซี
· ความแข็งจะเกิดขึ้นทันที ไม่นานนักไนโตรเจนจะเข้าไปจับกับพื้นผิว เคลือบผิวด้านนอกให้แข็ง ไม่ต้องนำไปทำความร้อนซ้ำ หรือนำไปชุบแข็งอีกรอบ ซึ่งเป็นกรณีคล้ายกับคาร์บูไรซิ่งนี้ แต่ตรงนี้ดีกว่าเพราะเป็นการลดเวลา
· อุณหภูมิการเคลือบผิวแข็ง ในระหว่างการทำไนไตรดิง อะตอมไนโตรเจนจะเชื่อมจับพื้นผิวเหล็กที่อุณหภูมิระดับด้านล่างของอุณหภูมิเปลี่ยนแปลงในเหล็กกล้า อุณหภูมิความร้อนทั่วไปมักอยู่ที่ 480°C ถึง 540°C (900°F ถึง 1000°F) มีเพียงกระบวนการชุบผิวแข็งด้วยไนไตรดิงเท่านั้น ที่สามารถสร้างการเคลือบผิวแข็งให้กับชิ้นงานในอุณหภูมิต่ำได้ จึงให้ความสะดวก และมีต้นทุนต่ำกว่า เมื่อเทียบกับวิธีการแบบเพิ่มอุณหภูมิ
· ไม่เกิดการบิดตัว การทำไนไตรดิงมีความเค้นภายในเกิดขึ้นเล็กน้อย และมีความเป็นเสถียรภาพในโลหะมากกว่า การเกิดการบิดเปลี่ยนรูปขึ้น, การแตกร้าว และการบิดตัว ก็ลดลงเช่นเดียวกัน นี้เป็นเหตุผลสำหรับอุณหภูมิการเคลือบผิวต่ำกว่า และไม่ต้องทำการชุบแข็งอีกเป็นครั้งที่สอง ในกระบวนการปรับสภาพทางความร้อน จึงเป็นข้อดีที่นำมาใช้ในงานที่มีความสำคัญเฉพาะ เช่น ชิ้นส่วนเครื่องกลที่มีความซับซ้อน และมีพื้นผิวที่มีส่วนที่ขรุขระมาก ถ้าเพิ่มอุณหภูมิมากกว่านี้อาจมีแนวโน้มที่จะเกิดการบิดเบี้ยวได้ง่าย
· ความทนทานต่อการกัดกร่อน พื้นผิวไนไตรดิงจะมีความทนทานต่อการกัดกร่อนมากกว่า ชิ้นส่วนที่เคลือบผิวด้วยวิธีอื่น ๆ เช่นทนทานต่อ ความชื้น, สภาวะที่มีเกลือ, น้ำ, น้ำมัน, แก๊สโซลีน (น้ำมันเบนซิน) และการกัดกร่อนด้วยสิ่งอื่น ๆ ซึ่งจะไม่ค่อยเกิดอันตรายต่อเหล็กกล้าที่ผ่านกระบวนการทำไนไตรดิง
· ทนทานต่ออุณหภูมิ ชิ้นส่วนที่ให้ความร้อนซ้ำที่อุณหภูมิ 540°C ถึง 595°C (1000°F ถึง 1100°F) ในช่วงเวลาสั้น ๆ จะไม่มีผลต่อผิวเคลือบแบบไนไตรดิง เพราะอุณหภูมิเหล่านี้จะอ่อนกว่าการเคลือบคาร์บูไรซิ่ง แต่ถ้ามีการยืดการให้ความร้อนไปที่อุณหภูมิ 315°C ถึง 425°C (600°F ถึง 800°F) ก็จะยังไม่มีผลกระทบต่อการเคลือบผิวด้วยไนไตรดิง แต่ถ้าผ่านกระบวนการคาร์บูไรซิ่ง มันจะมีผลกระทบต่อชิ้นส่วนเครื่องกล ดังนั้น เมื่อโดนอุณหภูมิที่สูงขึ้น การเคลือบด้วยไนไตรจะมีความเสถียรมากกว่า
· การทำความสะอาด ชิ้นส่วนเครื่องกลผ่านการไนไตรดิงใหม่ ๆ ไม่ต้องการทำความสะอาด แต่ชิ้นงานที่ทำคาร์บูไรซิ่งจะต้องทำความสะอาด ก่อนที่จะเกิดการกัดกร่อนที่พื้นผิว
15.5.4.2 ข้อเสียของการทำไนไตรดิง
ถึงจะมีข้อดีมาก แต่ก็ไม่ใช่สิ่งดีที่สุดในกระบวนการชุบผิวแข็งของเหล็กกล้า มันยังมีข้อเสียอยู่บ้างของการทำไนไตรดิง ดูข้อเสียได้จากด้านล่างนี้
o มีความช้า ในการทำไนไตรดิงเป็นกระบวนการชุบผิวแข็งที่ช้าที่สุด มันต้องใช้เวลาหลายวันกว่าจะทำเสร็จ ค่อนข้างจะใช้เวลาหลายชั่วโมง ทำให้มีขีดจำกัดในการผลิตเคลือบชิ้นงานด้วยวิธีการนี้ อีกทั้งผลผลิตที่เคลือบจะบางมาก นอกจากต้องใช้เวลาเพิ่มขึ้นถึงจะได้ความแข็งเพิ่มขึ้น จะต้องใช้เวลาถึงสิบชั่วโมงเพื่อให้ได้ผิวความแข็งหนา 0.254 มิลลิเมตร (0.010 นิ้ว) ถ้าหากต้องการให้มีความหนา 0.762 มิลลิเมตร (0.030นิ้ว) อาจจะต้องใช้เวลาหลายวันในการทำไนไตรดิง
o ต้นทุน ในการทำไนไตรดิงมีราคาที่แพง ก๊าซแอมโมเนียมีราคาสูงมากกว่า ก๊าซที่ใช้ทำคาร์บูไรซิ่งมาก อุปกรณ์เครื่องมือที่ใช้ทำไนไตรดิงก็มีราคาสูงเช่นกัน ชิ้นงานที่เป็นเหล็กกล้าคาร์บอนต่ำราคาถูกไม่สามารถทำไนไตรดิงได้เพราะอาจไม่คุ้ม เหล็กกล้าเหมาะก็คือ เหล็กที่ผ่านการผสมเจือถึงจะนำมาใช้กับวิธีนี้ รูปแบบส่วนประกอบเหล็กในไตร ทำให้เหล็กกล้าผสมเหล่านี้จึงมีต้นทุนมากกว่า
o ขนาดการเติบโตของการเคลือบ ชิ้นส่วนที่นำไปทำผ่านไนโตรเจน การที่ใช้เวลามากซึ่งมันมีผลต่อการเพิ่มขนาดในการเคลือบอย่างสำคัญ อย่างไรก็ตาม การการเติบโตของการเคลือบสามารถประมาณค่าได้ในทางปฏิบัติจากก่อนเข้าทำไนไตรดิง ไปจนถึงงานเสร็จ
o กระทำผ่านเครื่องมือกล จะใช้ได้เพียงการนำไปเจียรนัยสำหรับชิ้นงานที่ผ่านกระบวนการไนไตรดิง เพราะมีความแข็งสูง ส่วนวิธีการคาร์บูไรซิ่งกลุ่ม และก๊าซคาร์บูไรซิ่ง จะสามารถใช้ผ่านเครื่องมือกลอื่น ๆ ได้ดีกว่าซึ่งเป็นข้อดีของมัน การใช้ในกระบวนการเหล่านี้ ชิ้นส่วนสามารถทำโดยเครื่องมือกลหลังจากขั้นตอนแรกของการชุบผิวแข็ง (ก่อนชุบแข็งเกิดขึ้น) แต่การนำไปทำก่อให้เกิดผลของการบิดตัว และบิดเปลี่ยนรูปของชิ้นงาน
o จำเป็นที่จะต้องควบคุม การทำไนไตรดิง เวลากระบวนการทำมีมาก จะต้องคอยตรวจสอบควบคุมอย่างใกล้ชิด ต้องรักษาอุณหภูมิขั้นต่ำเอาไว้ในห้องอบที่ร้อน และต้องมีการซีลผนึกปิดอย่างดีเพื่อป้องกันไม่ให้ก๊าซแอมโมเนียเล็ดลอดออกมาได้ เปอร์เซ็นต์ของแอมโมเนียในตอนต้นที่เหล็กกล้า ต้องมีการควบคุมอย่างระมัดระวัง โดยต้องทำโดยผู้ที่ชำนาญ
ข้อคิดดี ๆ ที่นำมาฝาก
“ถ้ารู้สึกเบื่อกับงานที่ทำ
ไม่อยากทำงาน
ก็แสดงว่า งานนั่นไม่ใช่งานที่เราชอบ”
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}