4.7 ÓĖŻÓĖ░ÓĖÜÓĖÜÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪ
ÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖÓĖłÓĖ░ÓĖĢÓ╣ēÓĖŁÓĖćÓ╣āÓĖŖÓ╣ēÓĖüÓĖ▓ÓĖŻÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖüÓĖźÓ╣äÓĖüÓĖŚÓĖĄÓ╣łÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖ¬ÓĖźÓĖ▒ÓĖÜÓĖŗÓĖ▒ÓĖÜÓĖŗÓ╣ēÓĖŁÓĖÖ Ó╣ĆÓĖĪÓĖĘÓ╣łÓĖŁÓ╣ĆÓĖŚÓĖĄÓĖóÓĖÜÓĖüÓĖ▒ÓĖÜÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖüÓĖźÓĖśÓĖŻÓĖŻÓĖĪÓĖöÓĖ▓ Ó╣āÓĖÖÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖÓĖłÓĖ░ÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖ¬ÓĖ▒ÓĖĪÓĖ×ÓĖ▒ÓĖÖÓĖśÓ╣īÓĖüÓĖ▒ÓĖÖÓĖŁÓĖóÓ╣łÓĖ▓ÓĖćÓĖĢÓ╣łÓĖŁÓ╣ĆÓĖÖÓĖĘÓ╣łÓĖŁÓĖćÓ╣āÓĖÖÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖéÓĖŁÓĖćÓ╣üÓĖŚÓ╣łÓĖćÓĖ¬ÓĖĢÓĖŻÓĖ▒ÓĖŚ ÓĖŚÓĖĄÓ╣łÓĖŁÓĖóÓĖ╣Ó╣łÓ╣āÓĖÖÓĖüÓĖ▓ÓĖŻÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖéÓĖŁÓĖćÓĖÉÓĖ▓ÓĖÖÓĖŚÓĖĄÓ╣łÓ╣ĆÓĖøÓ╣ćÓĖÖÓĖŻÓĖ╣ÓĖøÓĖ¬ÓĖ▓ÓĖĪÓ╣ĆÓĖ½ÓĖźÓĖĄÓ╣łÓĖóÓĖĪ
ÓĖüÓĖ▓ÓĖŻÓĖŚÓĖĄÓ╣łÓĖłÓĖ░Ó╣āÓĖ½Ó╣ēÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖÓ╣äÓĖöÓ╣ē ÓĖłÓĖ░Ó╣āÓĖŖÓ╣ēÓĖüÓĖ▓ÓĖŻÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓ╣éÓĖöÓĖóÓ╣āÓĖŖÓ╣ēÓĖŗÓĖŁÓĖ¤Ó╣üÓĖ¦ÓĖŻÓ╣īÓĖŚÓĖ▓ÓĖć Ó╣üÓĖäÓĖö / Ó╣üÓĖäÓĖĪ (CAD / CAM) Ó╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓ╣äÓĖøÓĖĢÓĖ▓ÓĖĪÓĖĢÓĖ│Ó╣üÓĖ½ÓĖÖÓ╣łÓĖćÓĖéÓĖŁÓĖćÓĖ×ÓĖ┤ÓĖüÓĖ▒ÓĖöÓĖäÓĖ▓ÓĖŻÓ╣īÓĖŚÓĖĄÓ╣ĆÓĖŗÓĖĄÓĖóÓĖÖ (Cartesian) X, Y Ó╣üÓĖźÓĖ░ Z Ó╣üÓĖźÓĖ░Ó╣äÓĖøÓĖĢÓĖ▓ÓĖĪÓĖŚÓĖ┤ÓĖ©ÓĖŚÓĖ▓ÓĖćÓĖéÓĖŁÓĖćÓ╣ĆÓĖ¦ÓĖüÓ╣ĆÓĖĢÓĖŁÓĖŻÓ╣ī (Vector) A, B Ó╣üÓĖźÓĖ░ C ÓĖéÓĖŁÓĖćÓĖ¬ÓĖĢÓĖŻÓĖ▒ÓĖŚÓĖŚÓĖ▒Ó╣ēÓĖćÓĖ½ÓĖü
ÓĖŻÓĖ╣ÓĖøÓĖ×ÓĖ┤ÓĖüÓĖ▒ÓĖöÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖéÓĖŁÓĖćÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ
Ó╣üÓĖÖÓĖ░ÓĖÖÓĖ│Ó╣ĆÓĖ×ÓĖĘÓ╣łÓĖŁÓ╣āÓĖ½Ó╣ēÓĖŁÓ╣łÓĖ▓ÓĖÖÓ╣äÓĖöÓ╣ēÓĖĢÓ╣łÓĖŁÓ╣ĆÓĖÖÓĖĘÓ╣łÓĖŁÓĖćÓ╣āÓĖ½Ó╣ē ÓĖäÓĖźÓĖ┤ÓĖüÓĖéÓĖ¦ÓĖ▓Ó╣ĆÓĖźÓĖĘÓĖŁÓĖü Open link in new window
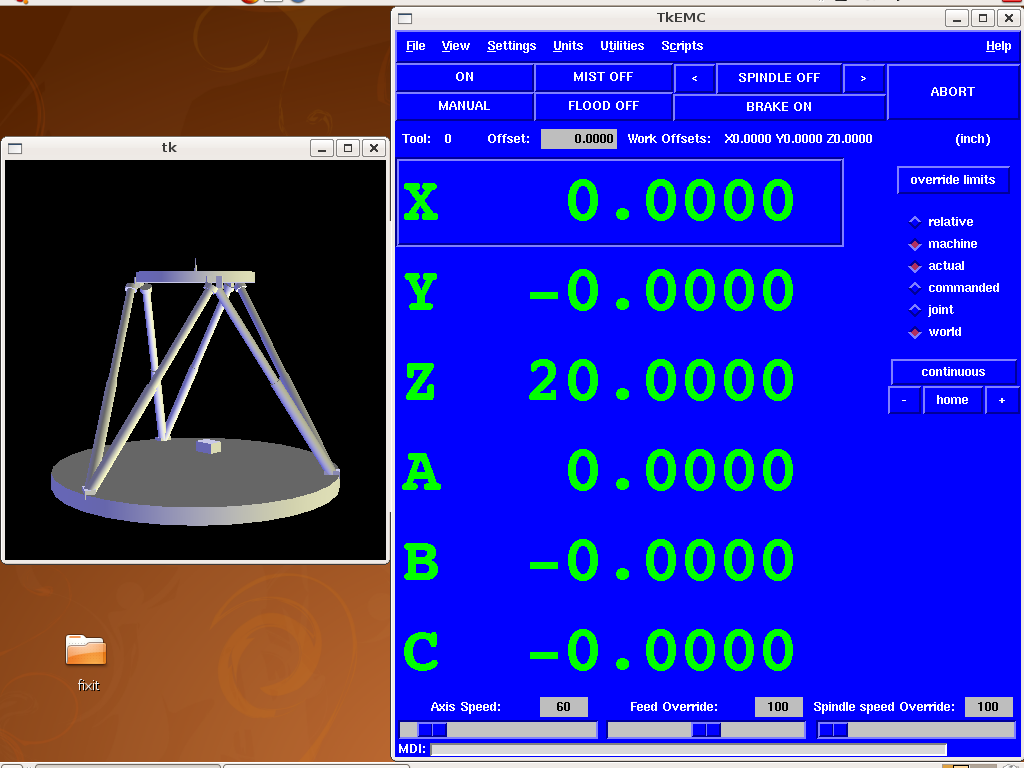
ÓĖŻÓĖ╣ÓĖøÓĖĢÓĖ▒ÓĖ¦ÓĖŁÓĖóÓ╣łÓĖ▓ÓĖćÓĖŗÓĖŁÓĖ¤Ó╣üÓĖ¦ÓĖŻÓ╣īÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ
ÓĖĢÓĖ│Ó╣üÓĖ½ÓĖÖÓ╣łÓĖćÓĖ×ÓĖ┤ÓĖüÓĖ▒ÓĖö X, Y, Z, A, B Ó╣üÓĖźÓĖ░ C ÓĖéÓĖŁÓĖćÓ╣üÓĖĢÓ╣łÓĖźÓĖ░Ó╣üÓĖŚÓ╣łÓĖćÓĖ¬ÓĖĢÓĖŻÓĖ▒ÓĖŚ ÓĖłÓĖ░ÓĖ¢ÓĖ╣ÓĖüÓĖäÓĖ│ÓĖÖÓĖ¦ÓĖōÓ╣éÓĖöÓĖóÓĖüÓĖ▓ÓĖŻÓĖĢÓĖ▒ÓĖ¦ÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓ╣üÓĖÜÓĖÜÓĖŁÓĖŁÓĖÖÓ╣äÓĖźÓĖÖÓ╣ī ÓĖŗÓĖČÓ╣łÓĖćÓĖłÓĖ░Ó╣āÓĖŖÓ╣ēÓ╣ĆÓĖ¦ÓĖźÓĖ▓Ó╣äÓĖĪÓ╣łÓĖüÓĖĄÓ╣łÓĖĪÓĖ┤ÓĖźÓĖźÓĖ┤ÓĖ¦ÓĖ┤ÓĖÖÓĖ▓ÓĖŚÓĖĄÓĖŚÓĖĄÓ╣łÓĖöÓĖ│Ó╣ĆÓĖÖÓĖ┤ÓĖÖÓĖüÓĖ▓ÓĖŻÓĖüÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖ¬ÓĖ▒Ó╣łÓĖćÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖłÓĖŻÓĖ┤ÓĖć
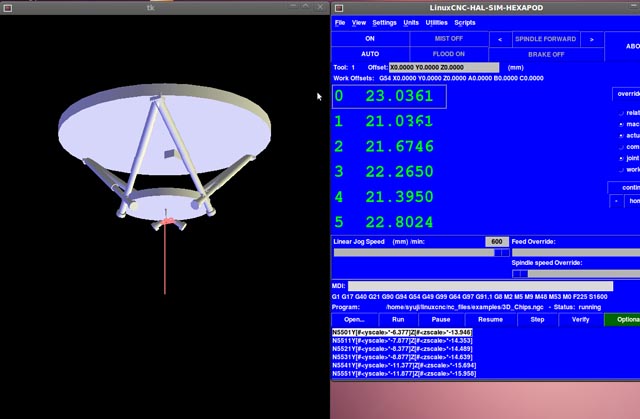
ÓĖŻÓĖ╣ÓĖøÓĖŗÓĖŁÓĖ¤Ó╣üÓĖ¦ÓĖŻÓ╣īÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ
ÓĖŻÓĖ╣ÓĖøÓĖŗÓĖŁÓĖ¤Ó╣üÓĖ¦ÓĖŻÓ╣īÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ
ÓĖÖÓĖŁÓĖüÓ╣ĆÓĖ½ÓĖÖÓĖĘÓĖŁÓĖłÓĖ▓ÓĖüÓĖŻÓĖ╣ÓĖøÓĖŻÓ╣łÓĖ▓ÓĖćÓĖŚÓĖ▓ÓĖćÓ╣ĆÓĖŻÓĖéÓĖ▓ÓĖäÓĖōÓĖ┤ÓĖĢÓ╣üÓĖźÓ╣ēÓĖ¦ ÓĖüÓĖ▓ÓĖŻÓĖäÓĖ│ÓĖÖÓĖ¦ÓĖōÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓ╣äÓĖ½ÓĖ¦ÓĖéÓĖŁÓĖćÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖüÓĖź ÓĖóÓĖ▒ÓĖćÓĖĢÓ╣ēÓĖŁÓĖćÓĖüÓĖ▓ÓĖŻÓĖéÓ╣ēÓĖŁÓĖĪÓĖ╣ÓĖźÓĖŚÓĖĄÓ╣łÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖłÓĖ│Ó╣ĆÓĖøÓ╣ćÓĖÖ ÓĖóÓĖüÓĖĢÓĖ▒ÓĖ¦ÓĖŁÓĖóÓ╣łÓĖ▓ÓĖćÓ╣ĆÓĖŖÓ╣łÓĖÖ ÓĖäÓĖ¦ÓĖ▓ÓĖĪÓ╣ĆÓĖŻÓ╣ćÓĖ¦ Ó╣üÓĖźÓĖ░ÓĖäÓĖ¦ÓĖ▓ÓĖĪÓ╣ĆÓĖŻÓ╣łÓĖćÓĖéÓĖŁÓĖćÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓ╣äÓĖøÓĖĢÓĖ▓ÓĖĪÓĖŻÓĖ╣ÓĖøÓĖŻÓ╣łÓĖ▓ÓĖć ÓĖüÓĖ▓ÓĖŻÓĖäÓĖ│ÓĖÖÓĖ¦ÓĖōÓĖłÓĖ░Ó╣üÓĖ¬ÓĖöÓĖćÓ╣ĆÓĖ¬Ó╣ēÓĖÖÓĖŻÓĖ╣ÓĖøÓĖŻÓ╣łÓĖ▓ÓĖćÓ╣üÓĖźÓ╣ēÓĖ¦ÓĖüÓ╣ćÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓĖ¦ÓĖ┤Ó╣ĆÓĖäÓĖŻÓĖ▓ÓĖ░ÓĖ½Ó╣ī Ó╣üÓĖźÓĖ░ÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓĖŚÓĖöÓĖ¬ÓĖŁÓĖÜÓĖŁÓĖŁÓĖÖÓ╣äÓĖźÓĖÖÓ╣īÓĖüÓ╣łÓĖŁÓĖÖÓĖłÓĖ░ÓĖÖÓĖ│Ó╣äÓĖøÓ╣āÓĖŖÓ╣ēÓĖćÓĖ▓ÓĖÖÓĖłÓĖŻÓĖ┤ÓĖć
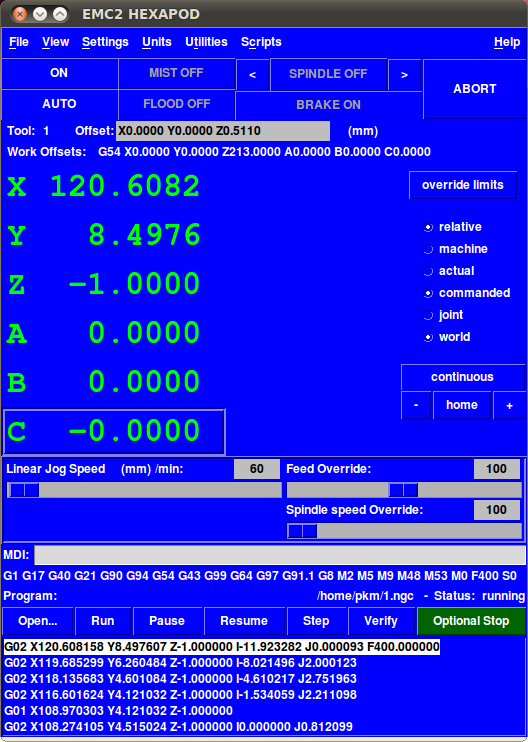
ÓĖŻÓĖ╣ÓĖøÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ
ÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖłÓĖ░ÓĖĪÓĖĄÓĖéÓ╣ēÓĖŁÓĖłÓĖ│ÓĖüÓĖ▒ÓĖöÓĖŚÓĖ▓ÓĖćÓĖ×ÓĖźÓĖ©ÓĖ▓ÓĖ¬ÓĖĢÓĖŻÓ╣īÓĖéÓĖŁÓĖćÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖüÓĖź Ó╣ĆÓĖ×ÓĖĘÓ╣łÓĖŁÓĖøÓ╣ēÓĖŁÓĖćÓĖüÓĖ▒ÓĖÖÓ╣äÓĖĪÓ╣łÓ╣āÓĖ½Ó╣ēÓ╣ĆÓĖüÓĖ┤ÓĖöÓĖäÓĖ¦ÓĖ▓ÓĖĪÓ╣ĆÓĖ¬ÓĖĄÓĖóÓĖ½ÓĖ▓ÓĖóÓ╣āÓĖÖÓĖŻÓĖ░ÓĖ½ÓĖ¦Ó╣łÓĖ▓ÓĖćÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖÓĖĢÓ╣łÓĖŁÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖĪÓĖĘÓĖŁÓĖĢÓĖ▒ÓĖö ÓĖ½ÓĖŻÓĖĘÓĖŁÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖüÓĖź ÓĖŗÓĖČÓ╣łÓĖćÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖÓĖüÓ╣ćÓĖŁÓĖ▓ÓĖłÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓ╣ĆÓĖøÓ╣ćÓĖÖÓ╣äÓĖøÓ╣äÓĖöÓ╣ēÓĖŚÓĖĄÓ╣łÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓ╣äÓĖĪÓ╣łÓĖ¬ÓĖ▒ÓĖĪÓĖ×ÓĖ▒ÓĖÖÓĖśÓ╣īÓĖüÓĖ▒ÓĖÖ
ÓĖŚÓĖĄÓ╣łÓĖłÓĖ░ÓĖÖÓĖ│Ó╣äÓĖøÓĖ¬ÓĖ╣Ó╣łÓĖüÓĖ▓ÓĖŻÓĖøÓĖ░ÓĖŚÓĖ░ÓĖŖÓĖÖÓĖüÓĖ▒ÓĖÖÓĖŻÓĖ░ÓĖ½ÓĖ¦Ó╣łÓĖ▓ÓĖćÓĖŖÓĖ┤Ó╣ēÓĖÖÓĖ¬Ó╣łÓĖ¦ÓĖÖÓ╣üÓĖĢÓ╣łÓĖźÓĖ░ÓĖŖÓĖ┤Ó╣ēÓĖÖ ÓĖĢÓĖ▒ÓĖ¦Ó╣üÓĖŚÓ╣łÓĖćÓĖ¬ÓĖĢÓĖŻÓĖ▒ÓĖŚÓĖŁÓĖ▓ÓĖłÓĖŖÓĖÖÓĖüÓĖ▒ÓĖÖ, Ó╣ĆÓĖüÓĖĄÓ╣łÓĖóÓĖ¦ÓĖüÓĖ▒ÓĖÖ, ÓĖ×ÓĖ▒ÓĖÖÓĖüÓĖ▒ÓĖÖ ÓĖŗÓĖČÓ╣łÓĖćÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓ╣ĆÓĖøÓ╣ćÓĖÖÓ╣äÓĖøÓ╣äÓĖöÓ╣ēÓĖ¬ÓĖ╣ÓĖć Ó╣ĆÓĖĪÓĖĘÓ╣łÓĖŁÓ╣éÓĖøÓĖŻÓ╣üÓĖüÓĖŻÓĖĪÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓ╣äÓĖĪÓ╣łÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓ╣ĆÓĖ¬ÓĖ¢ÓĖĄÓĖóÓĖŻ Ó╣üÓĖźÓĖ░ÓĖüÓĖ▓ÓĖŻÓĖøÓ╣ēÓĖŁÓĖćÓĖüÓĖ▒ÓĖÖÓĖŚÓĖĄÓ╣łÓĖöÓĖĄÓĖŚÓĖĄÓ╣łÓĖüÓ╣łÓĖŁÓĖÖÓĖłÓĖ░ÓĖÖÓĖ│Ó╣äÓĖøÓ╣āÓĖŖÓ╣ēÓĖćÓĖ▓ÓĖÖÓĖłÓĖŻÓĖ┤ÓĖćÓ╣āÓĖÖÓĖüÓĖ▓ÓĖŻÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ ÓĖłÓĖ│Ó╣ĆÓĖøÓ╣ćÓĖÖÓĖłÓĖ░ÓĖĢÓ╣ēÓĖŁÓĖćÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓĖłÓĖ│ÓĖźÓĖŁÓĖćÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖäÓĖźÓĖĘÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖüÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖłÓĖ░ÓĖÖÓĖ│Ó╣äÓĖøÓ╣āÓĖŖÓ╣ēÓĖćÓĖ▓ÓĖÖ
ÓĖŻÓĖ╣ÓĖøÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ
ÓĖŻÓĖ╣ÓĖøÓĖüÓĖźÓ╣äÓĖüÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ
ÓĖŻÓĖ╣ÓĖøÓĖŻÓ╣łÓĖ▓ÓĖćÓĖéÓĖŁÓĖćÓ╣ĆÓĖ¬Ó╣ēÓĖÖÓĖŚÓĖ▓ÓĖćÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖ ÓĖ¬ÓĖ▓ÓĖĪÓĖ▓ÓĖŻÓĖ¢Ó╣üÓĖüÓ╣ēÓ╣äÓĖéÓĖłÓĖ▓ÓĖüÓĖüÓĖ▓ÓĖŻÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪ Ó╣éÓĖöÓĖóÓĖüÓĖ▓ÓĖŻÓĖ×ÓĖ┤ÓĖłÓĖ▓ÓĖŻÓĖōÓĖ▓Ó╣ĆÓĖ¬Ó╣ēÓĖÖÓĖ£Ó╣łÓĖ▓ÓĖÖÓĖ©ÓĖ╣ÓĖÖÓĖóÓ╣īÓĖüÓĖźÓĖ▓ÓĖćÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖĪÓĖĘÓĖŁ Ó╣üÓĖźÓĖ░ÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖóÓĖ▓ÓĖ¦ ÓĖäÓĖ┤ÓĖöÓ╣ĆÓĖ¦ÓĖźÓĖ▓ÓĖłÓĖ▓ÓĖüÓĖüÓĖ▓ÓĖŻÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖÓĖłÓĖŻÓĖ┤ÓĖć ÓĖŗÓĖŁÓĖ¤Ó╣üÓĖ¦ÓĖŻÓ╣īÓĖĢÓĖ▒ÓĖ¦ÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖłÓĖ░ÓĖĢÓ╣ēÓĖŁÓĖćÓĖ¬ÓĖ▓ÓĖĪÓĖ▓ÓĖŻÓĖ¢ÓĖŖÓĖöÓ╣ĆÓĖŖÓĖóÓĖäÓ╣łÓĖ▓ÓĖ¬ÓĖČÓĖüÓĖ½ÓĖŻÓĖŁÓ╣äÓĖöÓ╣ēÓĖŖÓ╣łÓĖ¦ÓĖćÓĖ½ÓĖÖÓĖČÓ╣łÓĖćÓĖüÓ╣łÓĖŁÓĖÖÓĖŚÓĖĄÓ╣łÓĖłÓĖ░Ó╣ĆÓĖüÓĖ┤ÓĖöÓĖäÓ╣łÓĖ▓ÓĖ£ÓĖ┤ÓĖöÓĖøÓĖüÓĖĢÓĖ┤ ÓĖüÓĖ▒ÓĖÜÓĖŖÓĖ┤Ó╣ēÓĖÖÓĖ¬Ó╣łÓĖ¦ÓĖÖÓĖéÓĖŁÓĖćÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖć, Ó╣ĆÓĖüÓĖ┤ÓĖöÓĖüÓĖ▓ÓĖŻÓĖ¬ÓĖ▒Ó╣łÓĖÖÓĖ¬ÓĖ░Ó╣ĆÓĖŚÓĖĘÓĖŁÓĖÖ ÓĖéÓ╣ēÓĖŁÓĖĪÓĖ╣ÓĖźÓĖöÓ╣ēÓĖ▓ÓĖÖÓĖäÓĖ¦ÓĖ▓ÓĖĪÓ╣ĆÓĖŻÓ╣ćÓĖ¦ÓĖéÓĖŁÓĖćÓ╣üÓĖŚÓ╣łÓĖćÓĖ¬ÓĖĢÓĖŻÓĖ▒ÓĖŚ Ó╣üÓĖźÓĖ░ÓĖĢÓĖ│Ó╣üÓĖ½ÓĖÖÓ╣łÓĖćÓĖŚÓĖĄÓ╣łÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖÓĖ£ÓĖ┤ÓĖöÓĖ×ÓĖźÓĖ▓ÓĖöÓĖéÓĖŁÓĖćÓĖéÓ╣ēÓĖŁÓĖĢÓ╣łÓĖŁ Ó╣üÓĖźÓĖ░ÓĖłÓĖĖÓĖöÓ╣éÓĖ½ÓĖÖÓĖö
Ó╣ĆÓĖÖÓĖĘÓ╣łÓĖŁÓĖćÓĖłÓĖ▓ÓĖüÓĖüÓĖ▓ÓĖŻÓĖäÓĖ│ÓĖÖÓĖ¦ÓĖōÓĖŚÓĖĄÓ╣łÓĖŚÓĖ│Ó╣āÓĖ½Ó╣ēÓ╣ĆÓĖüÓĖ┤ÓĖöÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖ£ÓĖ┤ÓĖöÓĖ×ÓĖźÓĖ▓ÓĖöÓĖäÓĖ¦ÓĖŻÓĖŚÓĖĄÓ╣łÓĖłÓĖ░ÓĖŖÓĖöÓ╣ĆÓĖŖÓĖóÓ╣äÓĖöÓ╣ēÓĖöÓ╣ēÓĖ¦ÓĖóÓĖĢÓĖ▒ÓĖ¦ÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪ ÓĖŗÓĖČÓ╣łÓĖćÓĖÖÓĖ│Ó╣äÓĖøÓĖ¬ÓĖ╣Ó╣łÓĖ£ÓĖźÓĖüÓĖŻÓĖ░ÓĖŚÓĖÜÓĖĢÓ╣łÓĖŁÓĖüÓĖ▓ÓĖŻÓĖéÓĖóÓĖ▓ÓĖóÓĖĢÓĖ▒ÓĖ¦ÓĖŚÓĖĄÓ╣łÓĖ¬ÓĖźÓĖ▒ÓĖÜÓĖŗÓĖ▒ÓĖÜÓĖŗÓ╣ēÓĖŁÓĖÖ ÓĖäÓĖ¦ÓĖŻÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓĖŖÓĖöÓ╣ĆÓĖŖÓĖó Ó╣üÓĖźÓĖ░Ó╣üÓĖüÓ╣ēÓ╣äÓĖéÓ╣äÓĖöÓ╣ē
ÓĖ×.ÓĖ©. 2540 Ó╣ĆÓĖäÓĖŻÓ╣ĆÓĖöÓĖźÓĖŁÓĖŻÓ╣ī (Kreidler) ÓĖéÓĖŁÓĖćÓĖŗÓĖĄÓ╣ĆÓĖĪÓĖÖÓĖĢÓ╣ī (Siemens) ÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓĖ×ÓĖ▒ÓĖÆÓĖÖÓĖ▓ÓĖüÓĖ▓ÓĖŻÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪ CNC SINUMERIK 840D ÓĖŚÓĖĄÓ╣łÓĖŖÓ╣łÓĖ¦ÓĖóÓ╣āÓĖ½Ó╣ēÓ╣ĆÓĖüÓĖ┤ÓĖöÓĖüÓĖ▓ÓĖŻÓĖÜÓĖ╣ÓĖŻÓĖōÓĖüÓĖ▓ÓĖŻÓĖōÓ╣ī ÓĖéÓĖŁÓĖćÓĖ¬ÓĖ▓Ó╣ĆÓĖ½ÓĖĢÓĖĖÓĖŚÓĖĄÓ╣łÓĖŚÓĖ│Ó╣āÓĖ½Ó╣ēÓ╣ĆÓĖüÓĖ┤ÓĖöÓĖéÓ╣ēÓĖŁÓĖ£ÓĖ┤ÓĖöÓĖ×ÓĖźÓĖ▓ÓĖöÓĖĢÓ╣łÓĖ▓ÓĖć Ó╣å ÓĖ¬Ó╣łÓĖćÓĖ£ÓĖźÓĖŚÓĖ│Ó╣āÓĖ½Ó╣ēÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓĖ¬ÓĖŻÓ╣ēÓĖ▓ÓĖćÓĖĢÓĖ▒ÓĖ¦ÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖŚÓĖĄÓ╣łÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓ╣éÓĖöÓĖöÓ╣ĆÓĖöÓ╣łÓĖÖ Ó╣üÓĖźÓĖ░ÓĖĪÓĖĄÓĖøÓĖŻÓĖ░ÓĖ¬ÓĖ┤ÓĖŚÓĖśÓĖ┤ÓĖĀÓĖ▓ÓĖ×ÓĖĪÓĖ▓ÓĖüÓĖéÓĖČÓ╣ēÓĖÖ ÓĖŗÓĖČÓ╣łÓĖćÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓĖÖÓĖ│ÓĖĪÓĖ▓Ó╣āÓĖŖÓ╣ēÓ╣éÓĖöÓĖóÓĖÜÓĖŻÓĖ┤ÓĖ®ÓĖ▒ÓĖŚ ÓĖłÓĖĄÓ╣éÓĖŁÓ╣ĆÓĖöÓĖĢÓĖ┤ÓĖü (Geodetic) Ó╣üÓĖźÓĖ░ÓĖŁÓĖ┤ÓĖÖÓ╣ĆÓĖłÓĖŁÓ╣éÓĖŗÓĖź (Ingersol) ÓĖöÓĖ╣Ó╣āÓĖÖÓĖŻÓĖ╣ÓĖøÓĖöÓ╣ēÓĖ▓ÓĖÖÓĖźÓ╣łÓĖ▓ÓĖć
ÓĖŻÓĖ╣ÓĖøÓĖŻÓĖ░ÓĖÜÓĖÜÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖĪÓĖĘÓĖŁÓĖüÓĖźÓĖ½ÓĖüÓ╣üÓĖüÓĖÖÓĖŻÓĖĖÓ╣łÓĖÖ SINUMERIK 840D sl
ÓĖÜÓĖŻÓĖ┤ÓĖ®ÓĖ▒ÓĖŚ ÓĖłÓĖĄÓ╣éÓĖŁÓ╣ĆÓĖöÓĖĢÓĖ┤ÓĖüÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓ╣āÓĖŖÓ╣ēÓĖĢÓĖ▒ÓĖ¦ÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖéÓĖŁÓĖćÓĖŗÓĖĄÓ╣ĆÓĖĪÓĖÖÓ╣āÓĖÖÓĖüÓĖ▓ÓĖŻÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖÓĖłÓĖŻÓĖ┤ÓĖć ÓĖŚÓĖ│Ó╣āÓĖ½Ó╣ēÓĖüÓĖ▓ÓĖŻÓĖ£ÓĖźÓĖ┤ÓĖĢÓĖŖÓĖ┤Ó╣ēÓĖÖÓĖ¬Ó╣łÓĖ¦ÓĖÖÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖüÓĖź ÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖ¬ÓĖ▓ÓĖĪÓĖ▓ÓĖŻÓĖ¢ÓĖ£ÓĖźÓĖ┤ÓĖĢÓĖŁÓĖŁÓĖüÓĖĪÓĖ▓ÓĖŚÓĖĄÓ╣łÓĖöÓĖĄÓĖéÓĖČÓ╣ēÓĖÖÓĖĪÓĖ▓ÓĖüÓĖŁÓĖóÓ╣łÓĖ▓ÓĖćÓ╣äÓĖŻÓ╣ēÓĖéÓĖĄÓĖöÓĖłÓĖ│ÓĖüÓĖ▒ÓĖö ÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖöÓ╣ēÓĖ¦ÓĖóÓ╣éÓĖøÓĖŻÓ╣üÓĖüÓĖŻÓĖĪ ÓĖłÓĖĄ Ó╣üÓĖźÓĖ░Ó╣ĆÓĖŁÓ╣ćÓĖĪÓ╣éÓĖäÓ╣ŖÓĖö (G code & M code) ÓĖéÓĖŁÓĖć CLDATA Ó╣üÓĖźÓĖ░ APT
ÓĖĢÓĖ▒ÓĖ¦ÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖ×ÓĖĄÓĖŗÓĖĄ Ó╣üÓĖÜÓĖÜÓ╣āÓĖ½ÓĖĪÓ╣łÓĖŚÓĖĄÓ╣łÓĖĪÓĖĄÓĖøÓĖŻÓĖ░ÓĖ¬ÓĖ┤ÓĖŚÓĖśÓĖ┤ÓĖĀÓĖ▓ÓĖ×ÓĖ¬ÓĖ╣ÓĖć ÓĖŚÓĖ│Ó╣āÓĖ½Ó╣ēÓĖĪÓĖĄÓĖ£ÓĖźÓĖĢÓ╣łÓĖŁÓĖĢÓ╣ēÓĖÖÓĖŚÓĖĖÓĖÖÓĖŚÓĖĄÓ╣łÓĖøÓĖŻÓĖ░ÓĖ½ÓĖóÓĖ▒ÓĖöÓĖŚÓĖĄÓ╣łÓĖĪÓĖĄÓĖøÓĖŻÓĖ░ÓĖ¬ÓĖ┤ÓĖŚÓĖśÓĖ┤ÓĖĀÓĖ▓ÓĖ×Ó╣ĆÓĖ×ÓĖĘÓ╣łÓĖŁÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖ½ÓĖźÓĖ▓ÓĖóÓ╣üÓĖüÓĖÖ ÓĖćÓ╣łÓĖ▓ÓĖóÓĖĢÓ╣łÓĖŁÓĖüÓĖ▓ÓĖŻÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓĖŚÓĖĄÓ╣łÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖÓ╣äÓĖöÓ╣ēÓĖŻÓ╣łÓĖ¦ÓĖĪÓĖüÓĖ▒ÓĖÖÓ╣éÓĖöÓĖóÓĖüÓĖ▓ÓĖŻÓ╣āÓĖŖÓ╣ēÓĖĀÓĖ▓ÓĖ×ÓĖüÓĖŻÓĖ▓ÓĖ¤ÓĖ┤ÓĖüÓĖ£ÓĖ╣Ó╣ēÓĖøÓĖÅÓĖ┤ÓĖÜÓĖ▒ÓĖĢÓĖ┤ÓĖćÓĖ▓ÓĖÖÓĖ£Ó╣łÓĖ▓ÓĖÖÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖóÓĖĖÓ╣łÓĖćÓĖóÓĖ▓ÓĖüÓĖŚÓĖ▒Ó╣ēÓĖćÓĖ½ÓĖĪÓĖö ÓĖüÓĖ▓ÓĖŻÓ╣éÓĖĢÓ╣ēÓĖĢÓĖŁÓĖÜÓĖŚÓĖĄÓ╣łÓĖ¬ÓĖ▒ÓĖĪÓĖ×ÓĖ▒ÓĖÖÓĖśÓ╣īÓĖüÓĖ▒ÓĖÜÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖłÓĖ▒ÓĖüÓĖŻÓ╣éÓĖöÓĖóÓĖłÓĖ▒ÓĖöÓĖüÓĖ▓ÓĖŻÓĖ£Ó╣łÓĖ▓ÓĖÖ ÓĖĢÓĖ▒ÓĖ¦ÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓ╣éÓĖøÓĖŻÓ╣üÓĖüÓĖŻÓĖĪÓ╣ĆÓĖŖÓĖ┤ÓĖćÓĖĢÓĖŻÓĖŻÓĖüÓĖ░ (Programmable Logic Controller: PLC)
ÓĖŻÓĖ╣ÓĖøÓĖŖÓĖĖÓĖöÓĖŁÓĖĖÓĖøÓĖüÓĖŻÓĖōÓ╣ī ÓĖäÓĖ¦ÓĖÜÓĖäÓĖĖÓĖĪÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖĪÓĖĘÓĖŁÓĖüÓĖźÓĖ½ÓĖüÓ╣üÓĖüÓĖÖ
ÓĖüÓĖ▓ÓĖŻÓ╣āÓĖŖÓ╣ē ÓĖ©ÓĖ┤ÓĖźÓĖøÓĖ░ÓĖ¬ÓĖ╣Ó╣łÓĖŖÓĖ┤Ó╣ēÓĖÖÓĖćÓĖ▓ÓĖÖ (Art-to-Part) Ó╣ĆÓĖøÓ╣ćÓĖÖÓĖüÓĖ▓ÓĖŻÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖÓĖŚÓĖĄÓ╣łÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖøÓĖźÓĖĄÓ╣łÓĖóÓĖÖÓ╣üÓĖøÓĖźÓĖć ÓĖéÓĖ▒Ó╣ēÓĖÖÓĖĢÓĖŁÓĖÖÓĖ¦ÓĖ┤ÓĖśÓĖĄÓĖüÓĖ▓ÓĖŻ (Algorithms) ÓĖŁÓĖ▒ÓĖźÓĖüÓĖŁÓĖŻÓĖ┤ÓĖŚÓĖČÓĖĪÓ╣ĆÓĖ½ÓĖźÓ╣łÓĖ▓ÓĖÖÓĖĄÓ╣ēÓĖŚÓĖ│Ó╣āÓĖ½Ó╣ēÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖäÓĖźÓ╣łÓĖŁÓĖćÓĖĢÓĖ▒ÓĖ¦ Ó╣üÓĖźÓĖ░ÓĖĪÓĖĄÓĖäÓĖ¦ÓĖ▓ÓĖĪÓĖŻÓĖ¦ÓĖöÓ╣ĆÓĖŻÓ╣ćÓĖ¦ÓĖĪÓĖ▓ÓĖü ÓĖĪÓĖĄÓĖüÓĖ▓ÓĖŻÓ╣āÓĖŖÓ╣ēÓĖćÓĖ▓ÓĖÖÓĖŁÓĖĖÓĖøÓĖüÓĖŻÓĖōÓ╣īÓĖ«ÓĖ▓ÓĖŻÓ╣īÓĖöÓ╣üÓĖ¦ÓĖŻÓ╣īÓĖĢÓ╣łÓĖ▓ÓĖć Ó╣å Ó╣äÓĖöÓ╣ēÓĖŁÓĖóÓ╣łÓĖ▓ÓĖćÓĖ¬ÓĖĪÓĖÜÓĖ╣ÓĖŻÓĖōÓ╣ī
ÓĖŗÓĖČÓ╣łÓĖćÓĖłÓĖ░ÓĖŻÓĖ¦ÓĖĪÓ╣äÓĖøÓĖ¢ÓĖČÓĖćÓĖüÓĖ▓ÓĖŻÓĖłÓĖ▒ÓĖöÓĖüÓĖ▓ÓĖŻÓĖÉÓĖ▓ÓĖÖÓĖéÓ╣ēÓĖŁÓĖĪÓĖ╣ÓĖźÓĖéÓĖŁÓĖćÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖĪÓĖĘÓĖŁÓĖŚÓĖĄÓ╣łÓ╣āÓĖŖÓ╣ēÓĖŚÓĖ│ÓĖćÓĖ▓ÓĖÖ Ó╣ĆÓĖ×ÓĖĘÓ╣łÓĖŁÓĖŻÓĖŁÓĖćÓĖŻÓĖ▒ÓĖÜÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖøÓĖźÓĖĄÓ╣łÓĖóÓĖÖÓ╣ĆÓĖäÓĖŻÓĖĘÓ╣łÓĖŁÓĖćÓĖĪÓĖĘÓĖŁÓĖŁÓĖ▒ÓĖĢÓ╣éÓĖÖÓĖĪÓĖ▒ÓĖĢÓĖ┤, ÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖøÓĖźÓĖĄÓ╣łÓĖóÓĖÖÓĖ½ÓĖ▒ÓĖ¦ÓĖĢÓĖ▒ÓĖöÓĖŁÓĖ▒ÓĖĢÓ╣éÓĖÖÓĖĪÓĖ▒ÓĖĢÓĖ┤, ÓĖüÓĖ▓ÓĖŻÓ╣ĆÓĖøÓĖźÓĖĄÓ╣łÓĖóÓĖÖÓĖłÓĖ▓ÓĖÖ (Palette), ÓĖ½ÓĖ▒ÓĖ¦ÓĖ¦ÓĖ▒ÓĖö (Probes) Ó╣üÓĖźÓĖ░ÓĖźÓĖ▒ÓĖüÓĖ®ÓĖōÓĖ░ÓĖŁÓĖĘÓ╣łÓĖÖ Ó╣å ÓĖłÓĖ│ÓĖÖÓĖ¦ÓĖÖÓĖĪÓĖ▓ÓĖü ÓĖŗÓĖČÓ╣łÓĖćÓĖŚÓĖ▒Ó╣ēÓĖćÓĖ½ÓĖĪÓĖöÓĖłÓĖ░ÓĖ¢ÓĖ╣ÓĖüÓ╣ĆÓĖéÓĖĄÓĖóÓĖÖÓ╣āÓĖÖÓĖŻÓĖ╣ÓĖøÓ╣üÓĖÜÓĖÜÓĖĀÓĖ▓ÓĖ®ÓĖ▓ÓĖŗÓĖĄ C++ ÓĖ©ÓĖ┤ÓĖźÓĖøÓĖ░ÓĖ¬ÓĖ╣Ó╣łÓĖŖÓĖ┤Ó╣ēÓĖÖÓĖćÓĖ▓ÓĖÖÓĖóÓĖ▒ÓĖćÓĖ¬ÓĖ▓ÓĖĪÓĖ▓ÓĖŻÓĖ¢ÓĖéÓ╣ēÓĖ▓ÓĖĪÓĖ×ÓĖŁÓĖŻÓ╣īÓĖĢÓ╣äÓĖøÓĖóÓĖ▒ÓĖćÓĖÉÓĖ▓ÓĖÖÓĖŁÓĖĘÓ╣łÓĖÖ Ó╣å Ó╣äÓĖöÓ╣ē Ó╣éÓĖöÓĖóÓĖŁÓĖ▓ÓĖłÓĖĪÓĖĄÓĖ£ÓĖźÓĖüÓĖŻÓĖ░ÓĖŚÓĖÜÓĖÖÓ╣ēÓĖŁÓĖóÓĖŚÓĖĄÓ╣łÓĖ¬ÓĖĖÓĖö
ÓĖéÓ╣ēÓĖŁÓĖäÓĖ┤ÓĖöÓĖöÓĖĄ Ó╣å ÓĖŚÓĖĄÓ╣łÓĖÖÓĖ│ÓĖĪÓĖ▓ÓĖØÓĖ▓ÓĖü
“ÓĖ¢ÓĖČÓĖćÓĖ¬ÓĖ╣ÓĖćÓĖ©ÓĖ▒ÓĖüÓĖöÓĖ┤Ó╣ī ÓĖŁÓĖ▒ÓĖäÓĖŻÓĖÉÓĖ▓ÓĖÖ ÓĖ¬ÓĖ▒ÓĖüÓĖøÓĖ▓ÓĖÖÓ╣äÓĖ½ÓĖÖ
ÓĖ¢ÓĖČÓĖćÓĖ¦ÓĖ┤Ó╣äÓĖź Ó╣ĆÓĖźÓĖ┤ÓĖ©ÓĖ¤Ó╣ēÓĖ▓ ÓĖ¬ÓĖćÓ╣łÓĖ▓ÓĖ©ÓĖŻÓĖĄ
ÓĖ¢ÓĖČÓĖćÓ╣ĆÓĖüÓ╣łÓĖćÓĖüÓĖ▓ÓĖł ÓĖēÓĖźÓĖ▓ÓĖöÓĖüÓĖźÓ╣ēÓĖ▓ ÓĖøÓĖ▒ÓĖŹÓĖŹÓĖ▓ÓĖöÓĖĄ
ÓĖ¢Ó╣ēÓĖ▓Ó╣äÓĖĪÓ╣łÓĖĪÓĖĄ ÓĖäÓĖĖÓĖōÓĖśÓĖŻÓĖŻÓĖĪ ÓĖüÓ╣ćÓĖĢÓ╣łÓĖ│ÓĖäÓĖÖ”
ÓĖ×ÓĖŻÓĖ░ÓĖŻÓĖ▓ÓĖŖÓĖÖÓĖ┤ÓĖ×ÓĖÖÓĖśÓ╣ī ÓĖŻÓĖ▒ÓĖŖÓĖüÓĖ▓ÓĖźÓĖŚÓĖĄÓ╣ł 5
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}